はじめに
研磨現場において、誰もが経験するストレスが「目詰まり(ローディング)」です。作業開始からわずか数分、まだ砥粒の角は立っているはずなのに、表面に切り屑が固着して滑ってしまう――。この現象は、単に研磨紙の寿命を縮めるだけでなく、実は目に見えにくい甚大なコストを現場に強いています。
研磨紙を頻繁に交換する「工数ロス」、削れなくなったことで無意識に強く押し当てる「作業者の疲労」、そして目詰まりした粒子が引き起こす「深い研磨キズ」。これらはすべて、最終的な製品原価を押し上げる要因です。本記事では、長年現場で支持され続けるNikken(日本研紙)のDS(目詰まり防止加工)に注目し、その技術的背景と、導入によって現場がどう変わるのかを解説します。

空研ぎのスタンダード「DS加工」のメカニズム
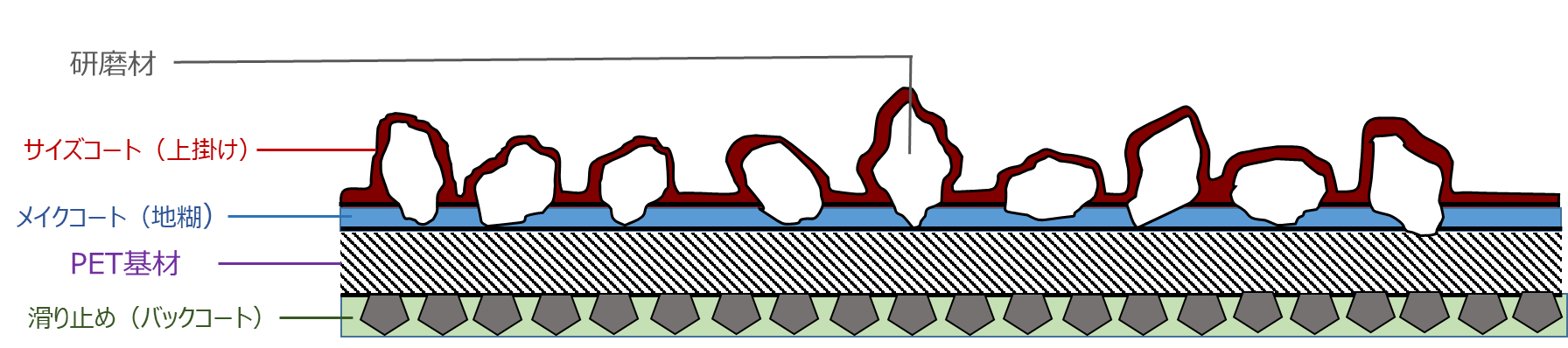
「DS加工」とは、マイポックス(Nikkenブランド)が展開する空研ぎペーパーに施された、特殊な目詰まり防止コーティング技術です。通常の研磨紙は、基材に砥粒を接着剤で固定した構造ですが、DS製品はその上層にさらに撥水・撥油性を持つ特殊樹脂をコーティングしています。
研磨時に発生する切り屑が砥粒の隙間に留まる前に、このDS層が「滑り」を良くすることで、遠心力や振動によって切り屑を外へと排出させます。これにより、砥粒の先端が常に露出した状態を維持できるのが最大の特徴です。
「削れないペーパー」が引き起こす現場の負の連鎖
目詰まりを単なる「寿命」と片付けるのは危険です。目詰まりした状態で研磨を続けると、以下のトラブルが連鎖的に発生します。
トータルコストで選ぶ、DS製品の選定ポイント
NikkenのDS製品を選定する際、改善の指標とすべき評価視点を整理します。
- ✓ 吸塵設備との相性:吸塵サンダーを使用する場合、DS加工によって「粉が離れやすい」状態を作ることで、吸塵効率そのものも向上します。
- ✓ マジック式との併用:DS加工の長寿命を活かしつつ、交換ロスを最小限にする「マジックタック」仕様を選ぶのが、現代の現場における最適解です。

まとめ
研磨における目詰まりを放置することは、職人の技術を無駄遣いし、会社の利益を切り屑と一緒に捨てているのと同じですNikkenのDS加工製品を導入することは、単に高性能なやすりを使うということではなく、現場から「無駄な力」と「無駄な時間」を排除することを意味します。
まずは現在、1枚のペーパーでどこまで磨けているか、現場の「音」と「粉」の変化に注目してみてください。
記事No,477