溶射とは
溶射とは、加熱して溶かした金属やセラミックスなどの材料を、ガスや電気の力でワークの表面に吹き付けて被膜を形成する技術です。溶射によって形成された被膜は母材の弱点を補い、部品の寿命を劇的に延ばすことができます。
産業分野において溶射は、製品の高機能化・長寿命化・コスト削減を同時に実現するための不可欠な技術となっており、過酷な環境で稼働するインフラや産業機械においてその重要性は非常に高いものがあります。似た技術としてメッキ処理がありますが、耐熱性や母材の自由度など多くの面で溶射ならではのメリットがあります。

溶射の主な目的と用途
耐食性・防錆
橋梁・船舶・プラント配管など過酷な環境にある大型構造物を腐食から守ります。亜鉛やアルミニウムを溶射することで電気化学的な保護効果も得られます。
耐摩耗性
部品がこすれ合う箇所の摩耗を防ぎます。セラミックスや超硬合金を溶射することで、ダイヤモンドに近い硬度を表面に持たせることが可能です。
耐熱性・遮熱
ガスタービンや航空機エンジンなど高温にさらされる部品を保護します。熱伝導率の低いセラミックスを溶射することで基材の温度上昇を抑え、変形や損傷を防ぎます。
機能性付与(絶縁・導電)
モーターのシャフトなどにセラミックスを溶射して絶縁し漏電を防止します。また、プラスチック等の非金属表面に銅やアルミニウムを溶射して導電回路を形成することも可能です。
寸法の復元
摩耗・痩せた部品表面に肉盛りを行い、元の寸法へ戻します。高価な部品を新品交換するよりコストを抑えられ、短納期での修復が可能です。
溶射と研磨の関係性
溶射は材料を吹き付けて膜を積み上げるプロセスであるため、加工直後の表面は微細な凹凸ができやすく、いわゆる「ゆず肌」状になります。これを整面して滑らかにしたり、ミクロン単位の寸法精度に合わせたりする工程が研磨です。
ただし、溶射被膜は通常の金属材料とは性質が異なるため、研磨には専門的なノウハウが必要です。主な課題を以下に整理します。

溶射被膜の研磨における3つの課題
① 超高硬度への対応(Hv1000以上)
セラミックスやサーメットの溶射被膜はHv1000以上にもなり、耐摩耗性も非常に高いため、一般的な研磨材では削ることができません。砥粒はダイヤモンドかCBNの使用が基本となります。
② 気孔の存在と粒度選定の重要性
溶射被膜には微細な気孔が含まれます。粗い研磨材で作業をすると気孔の縁が欠けて逆に表面が荒れてしまうため、粒度の選定は研磨品質を大きく左右します。
③ 研磨熱による被膜ダメージ
研磨熱が過度に発生すると被膜の剥離やクラックが生じることがあります。十分な発熱対策(適切な切削速度・冷却手法の選択)が必要です。
POINT
溶射被膜の研磨は、砥粒の選定・粒度・発熱対策の三点が品質を決めます。いずれが欠けても、被膜の破損や寸法不良につながります。
溶射被膜研磨向け製品ラインナップ
溶射加工の現場で実際に使用されている当社製品をご紹介します。
静電コートダイヤモンドフィルム
ダイヤモンド砥粒を強靭なPETフィルムに静電着コーティングすることで、非常に高い研削性と均一な配列構造による安定性を両立しています。溶射被膜・セラミックス・チルド鋼などの難削材や高硬度被膜の研磨における生産性向上を実現します。対応メッシュサイズは #180〜#1000(粗〜中研磨用)です。
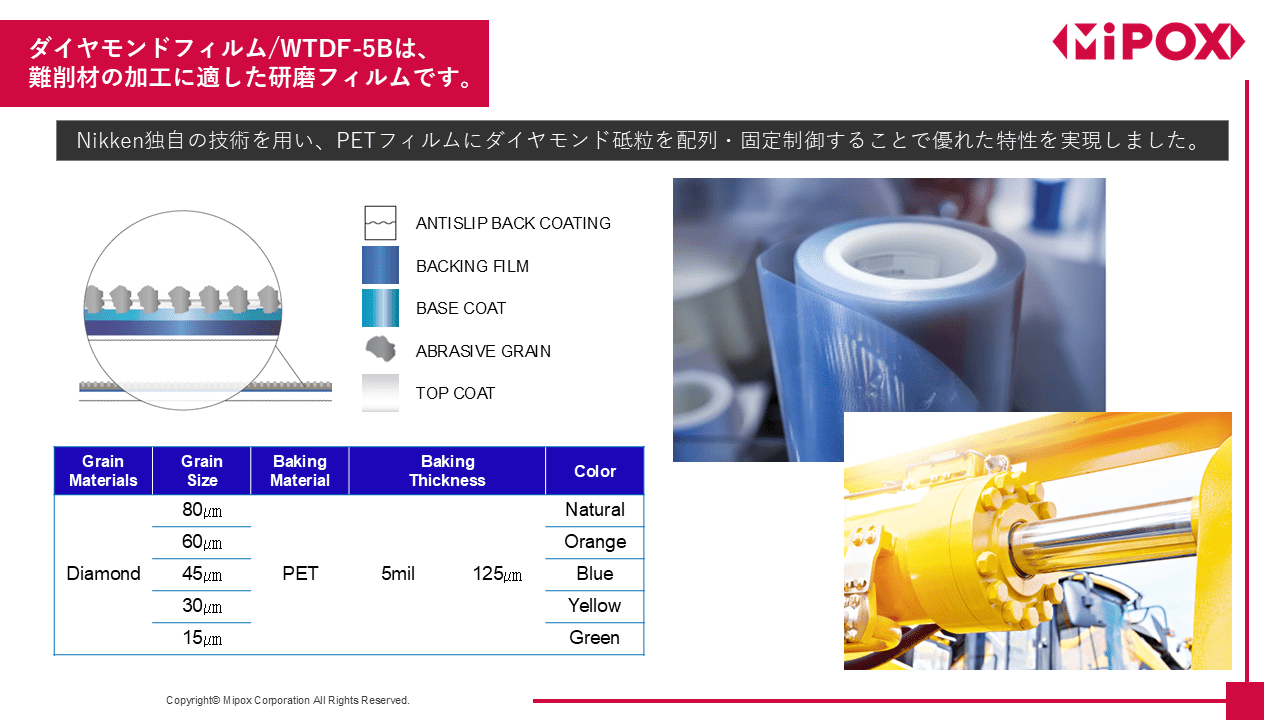
ダイヤモンドフィルム
75μm厚のフィルム基材にダイヤモンド砥粒をロールコートした研磨材です。薄手のフィルムを基材に採用することで平滑性と柔軟性を兼ね備え、平面だけでなく曲面の研磨にも対応可能です。砥粒形状にもこだわり、様々な用途で最高の性能を発揮できるよう設計しています。対応メッシュサイズは #600〜#20000(中研磨〜精密研磨用)です。


まとめ
溶射は過酷な環境で使われる部品の「盾」として活躍し、産業分野に欠かせない技術です。一方で、その特性上、研磨作業は非常に困難であり、熟練の技術・高度な機械制御、そして最適な研磨材の選定が不可欠です。
溶射被膜の研磨でお困りの方や、研磨材の選定についてご不明な点がある方は、お気軽にお問い合わせください。
記事No,410