ウインタースポーツの定番といえばスキーですね。そしてスキー板の製造工程において欠かせないのが研磨です。本記事では、スキー板の構造部品やスキー板に研磨が必要な理由のほか、おすすめの研磨材や研磨工程について解説します。

スキー板の部品名・構造
はじめに、スキー板の機能に大きく影響する重要な部品や、スキー板の構造についてみていきましょう。
スキー板の部品名
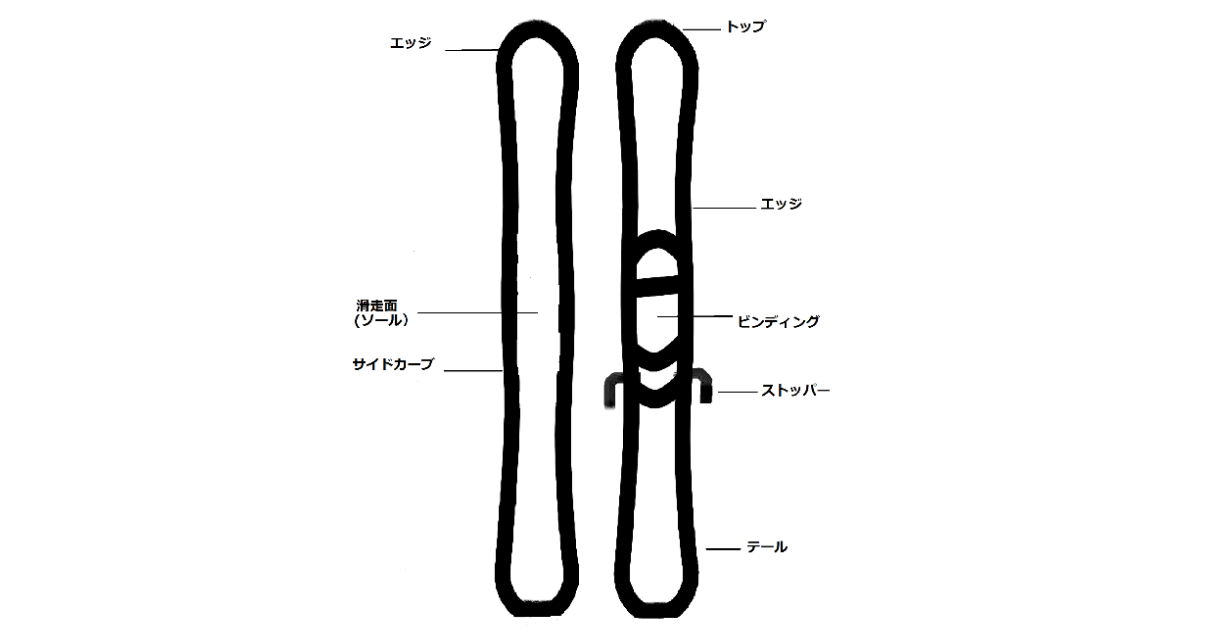
トップ・テール
スキー板の先端と後端のことです。滑る時に雪面の下に潜らないように反り返っています。
エッジ
エッジはスキー板の両サイドについている金属部品を指します。一般的には鋼の細長い形状で、スキー板の左右に沿ってトップからテールまでを囲んでいます。雪面に食い込ませて操作するために重要な部品です。金属製のため、製造中に錆びないように磨きやワックスなどの工夫が重要です。
滑走面(ソール)
スキー板の裏面のことです。直接に雪面と接触するため、滑走性を左右する重要な部分です。
ビンディング
スキー板とブーツを固定するための道具です。
スキー板の構造
スキー板は、コア材とも呼ばれる芯材に、木材・樹脂・金属補強材などの素材を重ね合わせて作られています。芯材補強材の種類や組み合わせが乗り味を決める大きなポイントとなります。 特殊強化したシートを芯材(ウッドコア)の上下にラミネートした積層構造で、スキーでは最も基本的な構造です。 サンドウィッチ構造は、全ての構成材がラミネート状態となっているため、スキーのたわみに対して最も内部歪みの発生しにくい構造となります。現在主流になっている傾向があります。
スキー板の研磨の必要性
スキー板の製造工程において研磨は欠かせません。その理由として以下の3点があげられます。
(1)滑走面をフラットにするため
フラット出しはエッジの角度を出す前に重要な工程です。滑走面を雪面とうまく接触させるために、フラットに研磨する必要があります。
(2)接着剤の除去をするため
プレスによって余分のエポキシ樹脂が溢れて固まってしまいます。エッジや滑走面に付着している接着剤の除去が必要です。
(3)エッジを雪面によく食い込ませるため
スキーのブレーキと曲がる機能を左右します。初級者~上級者によってエッジの角度も変わってきます。角度をつけると板を倒した時に引っかかるため、より操作性が良くなります。
スキー板の製造工程
芯材の乾燥・加工
木材を長い時間をかけて十分に乾燥させ、何種類かを貼り合わせます。この段階で、木材の柔軟性や硬度によってペアを決めてしまいます。完成品になった時の左右のバランスを大切にするためです。
スキー板の成形
木材・樹脂・メタルシートなどの素材を順番に張り合わせた後、エッジを一つ一つ手作業で丁寧に貼っていきます。トップシートを張り合わせた後にプレス機で成形工程に入ります。
スキー板の研磨工程
スキー板の成形後、中央部分が凹んでいる状態(コンケーブ)や、エッジサイドが低い状態(コンベックス)が見られることがあります。そこで、この滑走面の研磨工程で滑走面全体にフラットな状態に整えていきます。その後のエッジ研磨工程の基礎を築きます。面積の広い滑走面を整えるには柔軟性もあり、研削力の強い研磨ベルトを使用すると、短時間で均一面を実現できます。バリ取りの#60から仕上げの#500,#600ぐらいまでの使用で光沢効果が出せます。
| PRWJ-B (アルミナ・A-Weight)#60~#120 | DRCC-B P240~P500(炭化ケイ素・C-Weight) |
|---|---|

▲研磨布レジンクロスベルト製品の詳細がご覧いただけます
|

▲空研ぎ・ベルト 製品の詳細がご覧いただけます
|
エッジ研磨 雪面をよく食い込ませるために、エッジ部分をムラなく均一の角度と面粗度で仕上げる工程になります。#40からスタートし、#320 あるいは#400の仕上げが一般的です。研磨工程後に最終的に全体をワックスで仕上げていきます。
| NEW Z-B #40 #80 #120 (ジルコニア研磨材・X-Weight) | |
|---|---|
| 鋼材の研磨に適して柔軟性もあり、研削性の高い製品 | |

▲レジンクロスベルトNewZの詳細がご覧いただけます
|
|
| VARIOFILM WA400 (アルミナ・フィルム) | |
| 安定した仕上げ面と研削性能が実現できる製品 | |

▲VARIOFILM製品の詳細がご覧いただけます
|
|

まとめ
滑走面とエッジの研磨は大幅に研磨対象の形状を変えない地味な工程で、プロの目視と経験が大事な作業です。メーカーごとに独自のこだわりと特性がありますが、本記事で紹介したのは高品質・短時間で仕上げられる一例となります。上記の製造研磨工程を把握すれば、自宅でチューンナップの時にも参考になります。
記事No,65