システムキッチンのキャビネット扉は、キッチン全体の印象を決める重要なパーツです。見た目の美しさと耐久性を両立させるためには、塗装と研磨の工程が欠かせません。今回は、UV塗装扉の研磨工程でコストを抑えつつ、高品質な仕上げを実現する方法をご紹介します。
はじめに
システムキッチンのキャビネット扉は、毎日目に触れる場所だからこそ、美しく仕上げたいものです。しかし、大面積の扉を研磨する工程では、効率やコストも重要なポイントになります。
本記事では、UV塗装を施したキャビネット扉の研磨工程を効率化しつつ、仕上げ品質を高める方法について詳しくご紹介します。具体的な研磨工程や使用する研磨材の特徴も解説しているので、現場での改善や品質向上に役立つ内容です。

システムキッチンのキャビネット扉
システムキッチンのキャビネット部分の扉は、面積が大きく一番人の目に留まるところです。そのためメーカーはユーザーの様々な要望に応えられるように、材質やカラーのラインナップを多く揃えています。
キャビネット扉の材質は、ステンレスやMDFと呼ばれる木製の成形板を用います。そしてそれらの表面には「ホーロー加工」や「アクリルシート加工」「オレフィンシート加工」、そして「UV塗装加工」などの様々な加工を行っており、デザインや機能面で幅広いお客様のニーズに対応しています。
それらの中で、当社の研磨材を使用して造られる「UV塗装加工」の扉についてご説明いたします。

UV塗装とは
UV塗装とは強いUV(紫外線)を塗装に照射することによって、短時間で液状の塗装を固めることができる塗装の方法です。UV塗料は、低公害や省資源・省エネルギーを目的として開発されました。
一般的な樹脂系の塗料とは異なり、固まる際にCO2が出ず、大気汚染の原因となるシンナーなどの揮発性有機化合物(VOC)を含まないため、環境に配慮した塗料として注目をされています。
今回研磨されるUV塗料は、上記内容の目的のほかに、ユーザーの生産性の向上や塗装の性能向上などの目的に利用されています。そのUV塗料は「アクリル」のタイプで、アクリルオリゴマーとモノマーの混合物に、光重合開始剤を加えたものがベースとなっています。
UV塗料は塗装した塗膜にUVが照射されると、光重合開始剤がUVのエネルギーを吸収して化学反応が始まり、液状の塗料が硬化して固まります。塗料が硬化した後すぐに研磨材で研磨できるので、製品の完成までの時間を短縮できて、安定した品質の塗装を作ることができます。
研磨工程について
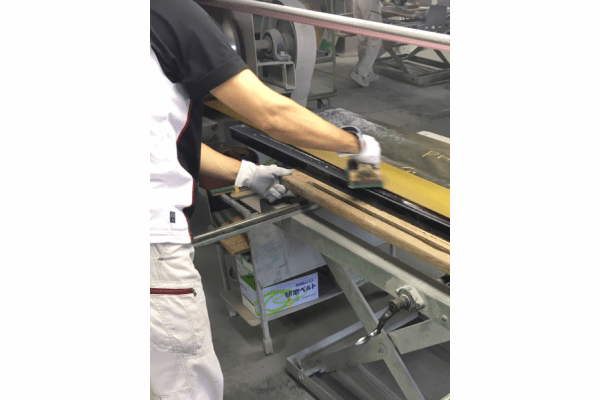
本件の塗装研磨工程は、1つの建屋内にUV塗装工程と研磨工程がベルトコンベアでつながり、できるだけ無駄を省いた効率の良い生産ラインとなっています。
研磨工程は「ベルトサンダー」を使用して研磨が行われています。ベルトサンダーとは、テーブルの上に置かれた研磨する対象物を、ベルト状に加工されて回転する研磨紙を「パット」と呼ばれる研磨紙を押さえる工具で押さえて研磨する設備です。
研磨工程は、通常は「粗研磨→細研磨」となり、研磨する表面の仕上げ面を順番に細かくなるように研磨していきます。最後はバフ工程と呼ばれる艶を出すための磨きの工程となります。
以前は、塗装された直後の塗膜を十分に研磨する必要があり、600番の粗さの研磨紙で研磨した後で、800番の粗さの研磨紙で研磨する2工程でした。今回は研磨工程の改善を行いたいとのことで、800番で研磨する1工程で研磨工程を設計したいとのことでした。
弊社はお客様が使用される塗料の種類や、研磨後の仕上げ面粗度の状態のご要望に合わせて、ベルトサンダー用の研磨紙を数種類ラインナップしております。特に研磨力の大きさでタイプを分けると下に記したようになります。
| 項目 | 内容 |
|---|---|
| 研磨の流れ | 粗研磨 → 細研磨 → バフ研磨(艶出し) |
| 従来工程 | 600番 → 800番の2工程で塗膜を仕上げ |
| 課題 | お客様の要望は「800番1工程で効率化したい」 |
| 研磨力別製品 |
粗い仕上げ向け(研磨力大):DRCC > WRCC > DRWC > WRAC > WTCC 細かい仕上げ向け(研磨力小):WTCC |
| 改善策 |
1. DRCC製品で短時間に粗研磨 2. WTCC製品で仕上げ研磨 |
| 効果 | 従来の600番+800番2工程やWTCC単独1工程よりも短時間で高品質な仕上げが可能に |
弊社は、お客様から研磨工程に対するご相談がありましたら、セールス担当が訪問させていただき、お客様の研磨工程についてお伺いして、最適な研磨材製品をご提案させていただきます。また、お客様より弊社製品でのテストデータのご要望があれば、弊社内で研磨テストしてご提出することもできます。
本件では研磨後の仕上げ面を重視されているとのことで、研磨データを添えてWTCC製品をご紹介させていただきました。WTCC製品を実際に使用されたご評価は、研磨品質では当初のお客様のご要望のとおりで、研磨した後の仕上げ面が良好でした。しかし、その後、仕上げ面は良いのですが研磨力が小さいために、塗装面を必要な状態まで研磨すると時間がかかることが分かりました。
そうして、短時間で同じ研磨品質で研磨したいと新しい課題をいただきましたので、最終的には、研磨力の良いDRCC製品で速く研磨して、その後にWTCC製品で仕上げ面を細かく研磨する2工程の研磨工程をご提案させていただきました。工程は2工程となりますが、WTCCの1工程で研磨する場合や600番と800番の2工程で研磨する場合と比較して、短時間で効率よく研磨できるとご評価をいただきました。
塗装・研磨工程
MDF成形板へUV塗装 →ベルト研磨DRCC 800番→ベルト研磨WTCC 800番→バフ研磨→完成
DRCCベルト
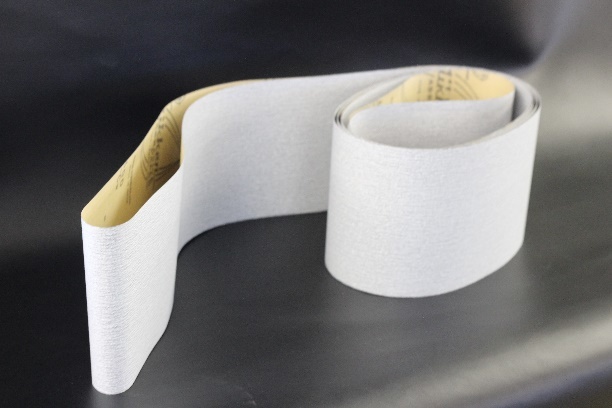
| DRCCベルト: 目詰まり防止剤付 | |
|---|---|
| 特徴 | 高い研磨力の空研用研磨紙 |
| 紙基材 | Cw防水処理紙 |
| 研磨材 | 炭化ケイ素(CC) |
| 接着剤 | V |
研磨紙ベルトWTCC
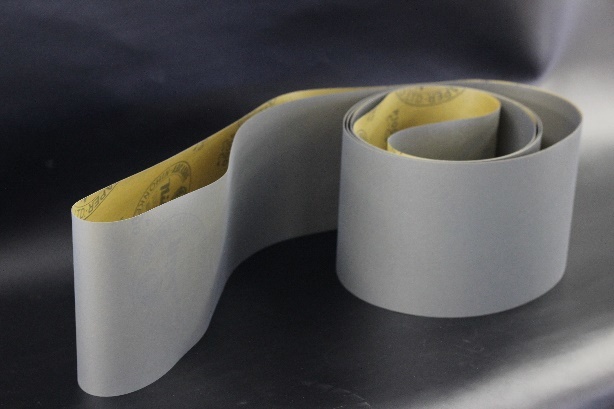
| 研磨紙ベルトWTCC | |
|---|---|
| 特徴 | 耐水研磨紙の標準タイプ・研磨時の仕上げ面が細かい |
| 紙基材 | Cw |
| 研磨材 | 炭化ケイ素(CC) |
| 接着剤 | ウレタン樹脂 |
最後に
キャビネット扉の研磨は、仕上げ品質を左右する重要な工程です。効率的な研磨工程の設計や適切な研磨材の選定によって、作業時間を短縮しながら高品質な塗装面を実現できます。
当社では、お客様の塗装工程や仕上げ面の要求に合わせた研磨材の提案・テストを行っており、コスト削減と品質向上の両立をサポートしています。日々の研磨工程改善で、より美しいシステムキッチン扉を作るお手伝いが可能です。
記事No,10