はじめに
ダイヤモンドは“最も硬い材料”として知られ、研磨・切削の世界では「削るパワーが最も強い」と語られがちだ。確かに、摩耗に対する抵抗(硬度)の観点では他材料を圧倒する。しかし実装現場で起きるトラブルは、硬度だけでは説明できないことが多い。とくに、凹凸のある脆性材料(ガラス等)を高速で固定研磨(固定砥粒方式)する領域では、「硬いがゆえに強い」どころか、「硬いのに壊れやすい」という逆説が顕在化する。
本稿では、凹凸ガラスをダイヤモンドパッドで高速研磨した際に、砥粒がレジンボンドから脱粒し、メタルボンドに切り替えても砥粒層が急速に失われてボンド面だけが残る──という現象を出発点に、なぜそれが起きるのか、そしてどのように設計・条件出しすべきかを、エンジニアの目線で整理する。
目次
1. 現象の要約:ボンドを変えても“砥粒層がもたない”
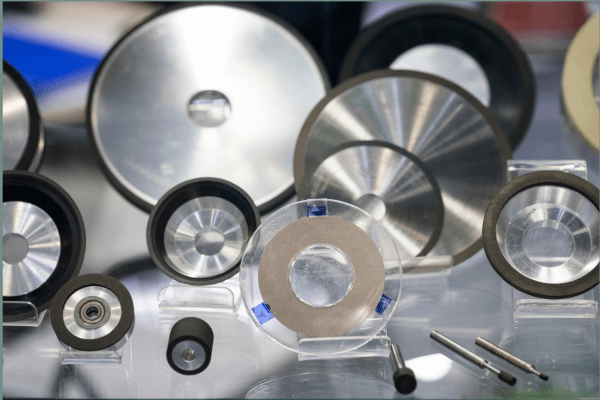
凹凸のあるガラス表面を固定研磨方式で高速研磨するため、ダイヤモンド砥粒を固定した研磨パッドを用いた。ところが、
- レジンボンド:研磨開始直後から砥粒が脱粒し、寿命が極端に短い
- メタルボンド:砥粒層が短時間で消耗し、やがてフラットなボンド層だけが露出。砥粒が“自生”してこない
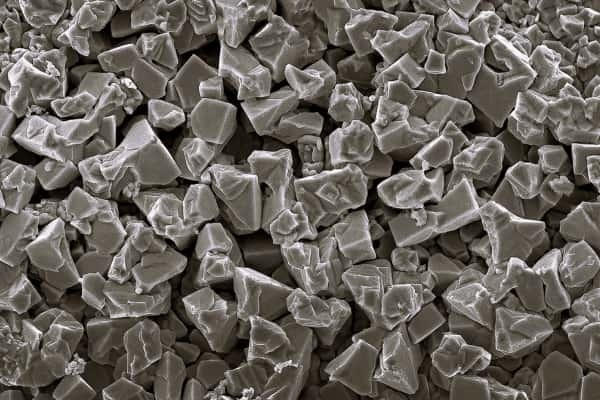
- 使用砥粒はメッシュサイズで、砥粒の突き出し高さが実質「1粒分程度」。よって砥粒が欠けた瞬間に切れ刃として成立しなくなる
この挙動は、単に「ボンドの保持力が弱い」では片付かない。むしろ、加工系が“摩耗支配”ではなく“破壊支配(衝撃・チッピング支配)”に入っている可能性が高い。
2. 重要な前提:硬度と強さは別物(硬い=割れない、ではない)
材料の「強い」を一つの指標で語ると誤る。研磨に効く材料特性は少なくとも次の3つに分けて考える必要がある。
- 硬度(Hardness):擦れ・摩耗に対する強さ
- 強度(Strength):破壊が始まるまでの限界
- 破壊靭性(Fracture toughness):クラックが進展しにくい性質(欠けにくさ)
ダイヤモンドは硬度が突出している一方で、加工条件によってはチッピングやクラック進展が支配的になり、「削る前に砥粒が壊れる」モードに入る。固定砥粒パッドの寿命は“砥粒摩耗”だけで決まらず、砥粒破壊・脱粒・ボンド表面の目詰まりや平坦化といった複合現象で決まる。
3. なぜ凹凸×高速で「衝撃」が増えるのか:連続接触ではなく“微小衝突”になる
凹凸のあるワークを高速回転するパッドで研磨すると、接触は理想的な“面接触”になりにくい。 実態は、
- 突起で瞬間接触
- すぐ離れる
- 次の突起で再接触
という断続接触の連続であり、砥粒は毎回「当たり」による衝撃を受ける。ここで支配的になるのは平均荷重ではなく、瞬間最大荷重(ピーク荷重)と衝撃エネルギーだ。ピーク荷重が増えると、砥粒は摩耗するより先にチッピングしやすくなる。
さらにガラスは脆性材料であり、接触点周りでマイクロクラックが入りやすい。ワーク側のクラックは加工速度に寄与することもあるが、同時に砥粒側にも反力の急峻な変動を生み、砥粒破壊を加速する。
4. レジンボンドで脱粒が早い理由:保持力の弱さだけではなく“力の向き”が問題
レジンボンドで脱粒が早い場合、真っ先に「保持力が弱い」と考えがちだ。しかし凹凸×高速では、砥粒にかかる力が単純な圧縮ではなく、衝撃に伴う
- せん断
- 引き抜き方向の力
- 瞬間的な曲げモーメント
を含みやすい。砥粒がチッピングすると形状が変わり、局所的な引っ掛かりが増えて“引き抜き”方向の力がさらに増える。結果として、レジンの保持力が問題というより、加工状態そのものが脱粒を誘発する力学場になっていることが多い。
5. メタルボンドで「砥粒層が消えて自生しない」理由:微細砥粒×低突き出し×低更新性
保持力を上げるためメタルボンドにすると、今度は砥粒層がすぐ消耗し、ボンド面がフラットになって“自生しない”。ここで効いているのは メッシュ砥粒の突き出し高さである。
固定砥粒工具の切れ味は、砥粒がどれだけボンドから出ているか(突き出し)に大きく依存する。突き出しが「1粒分程度」しかない場合、
- 砥粒が少し欠けただけで、切れ刃高さがゼロに近づく
- メタルボンドは摩耗しにくく、周囲のボンドが削れて新しい砥粒が露出しない
- 結果として、砥粒は“残っていても埋もれ”、加工に寄与しない
という状態に陥る。現場で見えるのは「砥粒層がなくなった」「ボンド面だけになった」だが、実際には“砥粒が仕事をできる形で存在できていない”ケースが多い。
6. 設計指針:ダイヤを疑う前に「破壊モード」を疑う
同じダイヤモンドでも、条件によって寿命支配が変わる。
- 摩耗支配:砥粒は丸まる/摩耗する。硬度が効く
- 破壊支配:砥粒は欠ける/割れる。靭性・衝撃条件が効く
- 脱粒支配:砥粒は抜ける。保持力と衝撃のせん断が効く
- 平坦化支配:砥粒が埋もれる。更新性(ドレッシング性)が効く
凹凸ガラス高速研磨は、これらのうち破壊支配+脱粒支配+平坦化支配が同時に起きやすい。したがって「ダイヤは最強だから条件を上げれば勝てる」という発想だと、逆に悪化することがある。
7. 打ち手:材料を変える前に“衝撃を減らす”設計に寄せる
(1) まず凹凸を殺してから高速固定研磨に入る(工程分割) 凹凸が大きい領域で高速固定研磨をぶつけると衝撃が最大化する。先に低速・高コンプライアンスな方式やスラリー併用で突起を落として“連続接触”に近づけ、その後に固定砥粒でMRRを稼ぐ。工程分割は最も効くことが多い。
(2) 粒径と突き出しを「切れ刃高さ」として設計する メッシュ砥粒で突き出しが低いなら、同じ材料でも切れ刃が成立しない。粒径を上げる、突き出しを確保する構造(多孔質、溝構造、支持体の工夫)に寄せる、あるいは多粒構造(クラスター)で“欠けても切れ刃が残る”設計にする、といった発想が必要になる。
(3) メタルボンドは“更新性”を同時に設計する 保持力だけ上げると、砥粒が埋もれて終わる。メタルボンドを使うなら、目詰まりしにくい表面テクスチャ、ドレッシング/コンディショニング手段、微小摩耗で砥粒が露出する“狙った弱さ”(多孔・複合・ハイブリッド)をセットで持つ。
(4) 回転数・荷重だけで追い込まず、衝撃ピークを減らす 高速研磨で効くのは平均条件よりもピーク。送り・圧力の立ち上げ、偏荷重(平行度・当たり)、振動、異物噛み(洗浄・冷却)など、「ピークを作る要因」を潰すと寿命が伸びる。
8. ここが次の一手:ダイヤ以外の砥粒・“研削力が弱い砥石”を戦略的に使う
ここまでの議論は「ダイヤが万能ではない」ことを示しているが、現場の意思決定として重要なのは次だ。すなわち、条件が“衝撃支配”に寄っているなら、砥粒材料そのものを変えることが合理的な解になる場合がある。
8-1. 低研削力=悪ではない(むしろピーク低減の武器) 凹凸ガラスを高速で当てると、問題は平均研削力ではなく“瞬間ピーク”である。ここで、あえて研削力が強く出ない砥石──たとえばゴム砥石のような高コンプライアンスな工具──は、材料除去が遅く見えても、衝撃を吸収してピーク荷重を下げ、砥粒破壊や脱粒を抑えられることがある。粗取りを一気に狙う工程ではなく、「突起を殺して連続接触に持ち込む前処理」に向く。ダイヤの“壊れ方”が問題になっている局面では、強い切れ味よりも安定接触が価値になる。
8-2. 砥粒材料をジルコニア・アルミナ等に替える意味 砥粒をダイヤからアルミナ(Al₂O₃)やジルコニア(ZrO₂)に置き換えると、硬度は下がる。 一見不利に見えるが、衝撃支配の場面では「砥粒が割れて切れ刃が消える」こと自体が最大の損失である。ダイヤがチッピングで短命になる条件なら、砥粒破壊のモードが変わり、結果として実稼働の寿命(総除去量)が上がるケースが起こり得る。
また、ガラス加工では表面品質(欠陥層、微小クラック)も重要だ。硬すぎる砥粒でピーク荷重が立つと、ワーク側に深い欠陥を入れやすい。砥粒を変えて“削りの鋭さ”を少し丸めることが、欠陥抑制と安定化に効くこともある。ここでのポイントは、砥粒材料の優劣ではなく、「加工の支配モードを摩耗寄りに戻す」ことにある。
8-3. 「砥粒×ボンド×ワーク」の相性を再定義する 砥粒を変えると、最適ボンドや最適ドレッシング条件も変わる。たとえば、ダイヤの高硬度前提で設計したメタルボンドは、別砥粒では更新性が過不足になることがある。逆に、レジンボンドの“更新性”を活かして、アルミナやジルコニアで安定に切れ刃を維持する設計が成り立つ場合もある。つまり「ダイヤ前提」の設計を一度外し、砥粒・ボンド・加工条件を同時に最適化することが、遠回りに見えて最短になることがある。
まとめ:硬度信仰から「破壊モード設計」と「砥粒選択の幅」へ
ダイヤモンドは確かに硬い。しかし、凹凸ガラスを高速で固定研磨するような“衝撃が支配する環境”では、硬度の優位がそのまま寿命や性能に結びつかない。砥粒が割れ、脱粒し、あるいは埋もれて切れ刃が成立しなくなると、パッドは短寿命化する。
ここで得られる実務的な結論は明快だ。
- 硬度ではなく、破壊モード(衝撃・脱粒・平坦化)を先に設計する
- 粒径と突き出し、更新性を“切れ刃の成立条件”として扱う
- 凹凸×高速は、条件を上げるほど悪化する領域がある
- 条件が衝撃支配なら、ダイヤ以外(ゴム砥石、アルミナ、ジルコニア等)も“積極的に候補”に入れる
記事No,362