こんにちは。普段は研磨の話をしている私ですが、今日はその一歩手前、熱処理のど真ん中にある「焼きもどし」の話を少しだけ書いてみます。 EVシフトが進むなか、自動車メーカーが直面しているのは「高トルク化」と「静音化」の両立。減速機ギアやシャフトには、これまで以上に高い疲労強度と寸法安定性が求められています。そして、その寿命を大きく左右するのがマルテンサイト組織の扱い方です。
マルテンサイトとは?硬いけれど、そのままでは危うい存在
鋼を焼入れすると得られるマルテンサイトは、炭素が過飽和に固溶した“歪んだ”結晶構造を持っています。とにかく硬い。だから歯面の耐摩耗性には最適です。でも実は、内部には大きな残留応力を抱えています。このままだと、衝撃や繰返し荷重で割れやすい。いわゆる低温脆性のリスクを持った状態です。例えるなら、能力は高いけれど余裕のない優等生。現場で長く働いてもらうには、少し落ち着いてもらう必要があります。それが焼きもどし(Tempering)です。
焼きもどしとは何をしているのか?
焼きもどしは、焼入れ後の鋼を150~600℃程度で再加熱し、組織を安定化させる工程です。
- 残留応力を緩和する
- 微細な炭化物を析出させる
- 硬さと靭性のバランスを整える
温度帯によって得られる特性は大きく変わります。低温焼きもどしでは硬さを維持しつつ応力のみを緩和。高温側では靭性が向上します。EV用ギアの場合、表面は高硬度を保ちたい一方で、芯部には疲労破壊を防ぐ粘りが必要。つまり、場所ごとに理想の焼きもどし状態が異なるのです。
なぜ誘導加熱(IH)がEVギアに適しているのか?
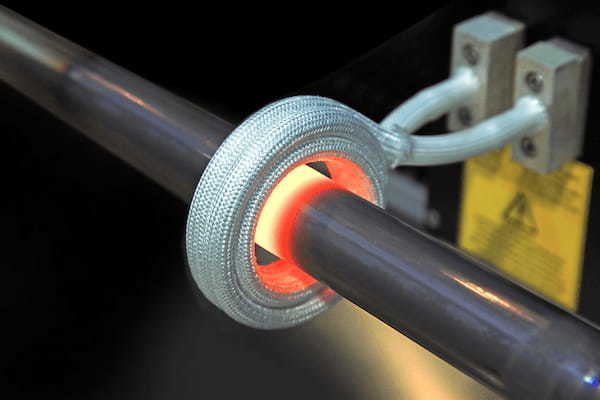
従来の炉焼きもどしは、数時間かけて全体を加熱します。安定はしますが、エネルギー負荷も大きく、粒成長のリスクもあります。一方、誘導加熱(IH)は電磁誘導を利用し、必要な部位にだけ、秒単位で熱を入れることができます。
- 周波数で加熱深さを制御
- コイル形状で局所加熱
- 短時間加熱で粒粗大化を抑制
例えばギア歯面だけを狙って焼きもどすことも可能です。これは「適材適所」の組織設計が求められるEV時代にとても相性が良い。さらに、加熱時間が短いということは、歪みの発生も抑えられるということ。後工程の研磨での削り代ばらつきが減り、静音性向上にもつながります。
まとめ
焼きもどしとは、単なる後工程ではなく、マルテンサイトを“使える強さ”に整える重要なプロセスです。そして誘導加熱(IH)は、局所制御・短時間処理・省エネルギーという特長を持つ、EV時代に適した熱処理手法。「硬さ」と「割れにくさ」はトレードオフではありません。制御次第で、両立は可能です。EVギアの寿命を伸ばす鍵は、もしかすると焼きもどしの数秒間にあるのかもしれません。私はそう思っています。

記事No,364